What's inside
An overview of Industry 4.0 tech, benefits, and data management
IoT is a core technology behind smart manufacturing. Sometimes also referred to as industrial IoT (IIoT).
IoT encompasses multiple use cases where equipment is connected to the internet or the cloud via sensors, generating and collecting real-time data for analysis and efficiency enhancements.
The critical question is: What value do you intend to capture through IoT?
IoT comprises various types of sensors designed for applications like machine learning, product testing, visual quality inspections, vibration monitoring, temperature tracking, condition monitoring and more.
Some sensors serve dual purposes, such as indicating favorable conditions for certain processes or detecting overheating in machinery like wind turbines.
Leveraging IoT and connecting assets for smart manufacturing can open doors to new business models and heightened operational efficiency. Physical and digital assets can interact, forming functional relationships or being bundled as part of service-level agreements (SLAs) that require performance monitoring. This approach enables the transition from reactive to predictive and preventive asset maintenance, unlocking the full value of IoT data when linked to centralized asset data.
Example:
With the growing concern for sustainability, IoT devices can play a crucial role in helping organizations reduce their environmental impact. IoT sensors can be used to monitor energy usage and optimize transportation. With smart metering, consumption meters in private homes, as well as in industrial settings effectively function as IoT devices.
Global IoT Connectivity Market Growth:
2023: USD 282.39 Billion
2028: USD 720.37 Billion
Research and Markets: Global IoT Connectivity Market Report and Forecast 2023-2028 (2023)
Internet of things
Predictive maintenance
AI/ML
Quality monitoring
Design/production optimization
Robotic process automation
Digital modeling
Master data management
Other
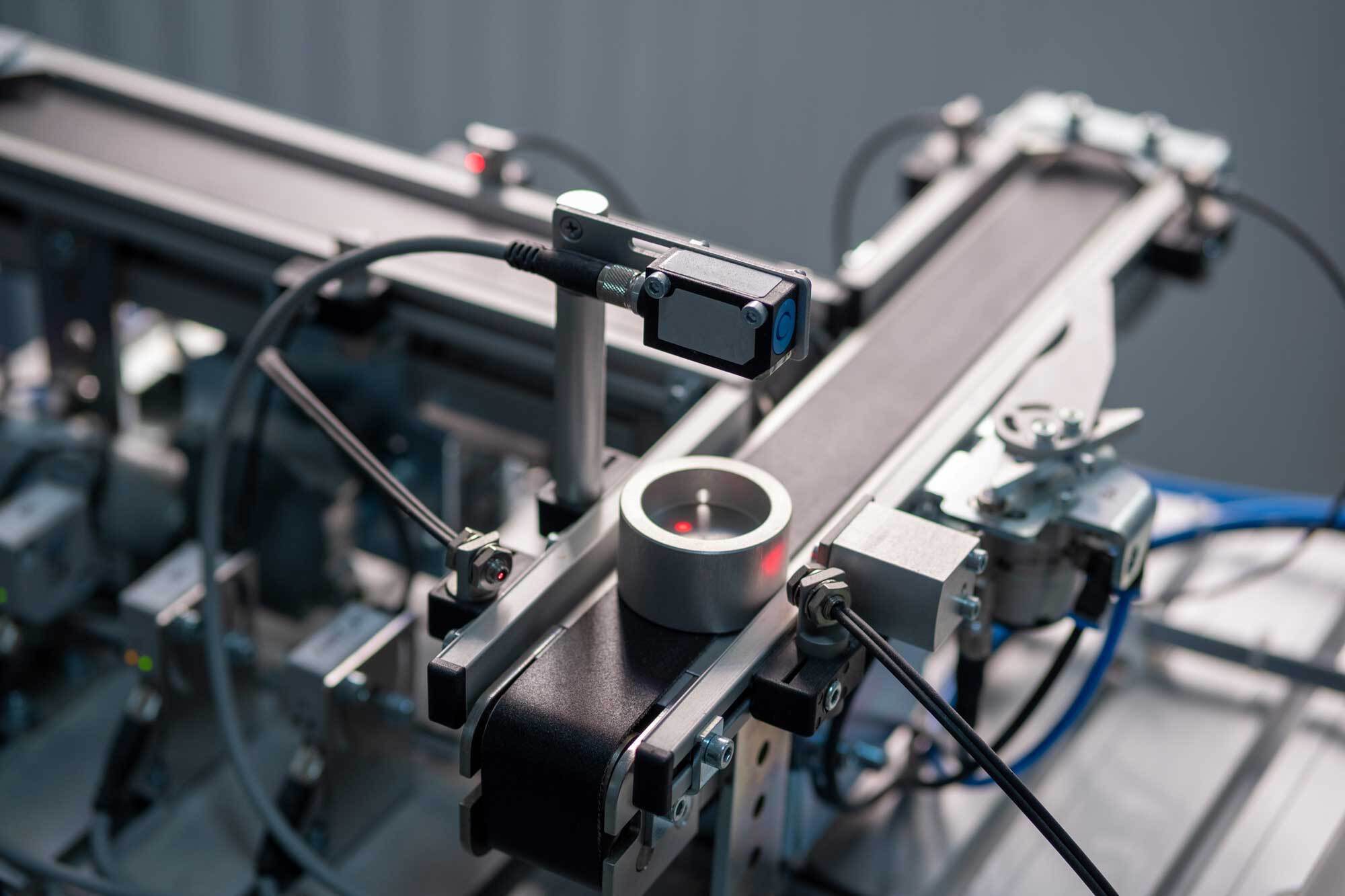
Sensors
As the devices collecting real-time data about temperature, vibrations, movements, battery performance, material degradation and much more, sensors provide the operational data for predictive actions and fast decision making. The range of sensor types is vast as sensors are often invented for a specific purpose. What they have in common is their connectivity to an app, a platform or to other sensors and thus their ability to exchange data. Smart sensors can process data for higher responsiveness. See Edge Computing.
Predictive maintenance stands out as one of the most common and rewarding benefits of IoT, allowing proactive scheduling of maintenance activities based on sensor data and predictive models.
Monitoring your manufacturing equipment is imperative. Employing IoT and smart sensors for predictive maintenance enables you to plan downtime, minimize production disruptions and prolong equipment lifespan. Timely insights can result in significant cost savings and efficiency improvements.
By analyzing historical and real-time data, you can predict potential issues or bottlenecks in the manufacturing process. Predictive algorithms can anticipate machine failures or quality issues before they occur, allowing for preventive maintenance and process adjustments.
Furthermore, predictive maintenance enhances safety by eliminating the need for repairs based solely on predetermined schedules or cycle counts. In challenging or hazardous environments, robots can also play a crucial role in predictive maintenance.
5G networks
The deployment of 5G networks is pivotal for the evolution of IoT and adaptive technologies. 5G provides faster speeds, reduced latency and greater capacity. It is crucial for applications requiring real-time data processing, such as autonomous vehicles. The faster you want your vehicles to move, and the shorter reaction time is needed, the more data needs to be transmitted and processed in real time.
AI and machine learning
AI/ML technologies play an increasingly vital role in analyzing and interpreting IoT data. They assist organizations in identifying patterns and insights that would be difficult or impossible to discern through manual analysis.
Front-runners, meaning those that have adopted AI technologies, can expect a cumulative 122 percent cash-flow change […] companies that do not adopt AI over the five-to-seven-year horizon are expected to see a negative cash-flow change of 23 percent.”
Collecting and generating data is the easy part of Industry 4.0. Managing and sharing it is the hard part.
AI and ML depend on structured data models. The generated data needs a foundation of logical information hierarchies and categories. Therefore, the order of implementation is crucial: first, cleanse and structure your data, then, apply AI to accelerate data management.
Adaptive technologies contribute to maintaining consistent product quality. By continuously monitoring and analyzing production data, you can identify deviations from quality standards and take immediate corrective actions, ensuring that defective products are minimized.
Design and production optimization
Based on the insights gained from data analysis and predictive analytics, adaptive technologies can optimize manufacturing processes on the fly. This optimization can include adjusting machine settings, changing production schedules, or rerouting materials from suppliers and within the factory to maximize efficiency and reduce waste.
Event management
Sensors and software capabilities can solve for capacity issues and demand-supply balances by triggering workflows at certain stock levels or caused by supplier or customer feedback. Integration with the ERP, the product lifecycle management system, the product catalog or other centralized systems is key.
Cloud technologies
Given the vast amount of data collected by IoT, scalable and cost-effective cloud solutions are crucial for centralizing and managing diverse data sources.
Cloud solutions offer scalable and cost-effective storage for massive data volumes. They enable manufacturers to centralize and manage data from various sources, making it readily accessible for analysis and decision-making.
Cloud technologies facilitate real-time processing and analysis of streaming data, which is a critical requirement for Industry 4.0 applications such as predictive maintenance, quality control and process optimization.
Industry 4.0 solutions often demand the ability to scale computing, storage and networking resources rapidly to keep pace with evolving requirements. This also makes cloud technology inevitable.
Leading cloud providers invest heavily in security measures and compliance certifications, making the cloud a secure repository for sensitive manufacturing data, safeguarding it from industrial espionage and cyberattacks.
By 2027, enterprises will use industry cloud platforms to accelerate more than 50% of their critical business initiatives, whereas in 2021, it was less than 10%”
As IoT devices continue to relentlessly generate data, edge computing has gained prominence, involving data processing and analysis closer to the data source to reduce latency and enable faster decision-making.
The smart edge device can analyze detected data locally and perform tasks like object recognition or sound pattern analysis in real-time. Based on the analysis, the edge device can take immediate action, such as sending you an alert or activating an alarm, all without needing to wait for a response from a remote server.
In order to trust real-time decisions and actions, it’s essential to ensure that the asset’s master data is consistent and accessible at the edge. Master data can provide the necessary reference information for edge computing systems to operate effectively, especially when dealing with data from various sources and locations. This ensures that edge computing solutions are using accurate and up-to-date information, ultimately improving their overall performance and reliability.
By 2025, edge computing can be expected to represent a potential value of $175 billion to $215 billion in hardware.
Industry 4.0 automation encompasses hardware, as well as software.
Robots
In the smart factory, robots are deployed for automation, helping to carry out repetitive and labor-intensive tasks with high precision and consistency. This reduces the need for human labor in these tasks, including tasks that may be hazardous to humans.
Robots can be equipped with sensors and data connectivity, allowing them to collect and transmit valuable data related to their operations. This data can be used for performance monitoring and predictive maintenance.
Collaborative robots (cobots)
Cobots are designed to work alongside human workers complementing their skills and enhance overall workforce productivity. This collaborative approach enhances flexibility and adaptability in manufacturing processes.
3D printing
Also known as additive manufacturing, 3D printing is a key technology for rapid prototyping. It allows manufacturers to quickly create prototypes of complex parts, new products and iterate on designs at a low cost. This speeds up the product development process and is an ideal method for highly customized products.
RPA involves the use of software robots that employ automation, computer vision and machine learning to execute rule-based and high-volume tasks without human intervention.
Use cases include chatbots for service calls, quality control and inspection tasks to ensure products meet specified standards. Robots can perform consistent and precise inspections, reducing defects and waste in the manufacturing process. RPA's ability to process large volumes of data makes it a fundamental enabler for Industry 4.0, allowing human workers to focus on more complex and value-added activities.
RPA can be used to integrate data from sensors and machines, processing it in real-time and updating databases and systems. This ensures that decision-makers have access to accurate and up-to-date information. Decision makers need to know how process data affects company assets. Therefore, RPA data must be linked to centralized enterprise data to provide the top-level view.
Access to data enables you to create virtual versions of your assets.
Digital twin
A digital twin is a virtual representation of a real-world asset, process or system that replicates its appearance and behavior.
Digital twins are primarily used in simulations, often without a physical counterpart, benefiting product development, factory planning or assessing potential changes. Digital twins enable the prediction of performance outcomes and issues for physical counterparts before implementing changes in the real world. This approach can result in substantial cost savings.
Combining digital twins with IoT data provides insights into asset performance and aids in evaluating potential solutions. Digital twins enhance visualization and collaboration among cross-functional teams.
Ford uses digital twin technology to accurately detect energy losses, pinpoint areas where energy can be conserved, and improve the overall performance of production lines.”
Augmented reality (AR)
AR seamlessly blends digital information with the real world, enhancing interactivity and providing an enriched experience of the physical environment.
In specific use cases, maintaining a continuous flow of data to an AR headset can be beneficial. This allows for overlays of machine schematics to improve training, hazard visualization and more, offering a means to experience and manage digital twins.
While the metaverse has been touted as the successor to the internet, its relevance in manufacturing is still evolving. Despite the successes of early adopters, the technology remains in its infancy.
Building information modeling/management (BIM)
By creating a simulated environment, BIM is related to the digital twin concept. As a digital model of a building or construction project, a building information model is a 3D representation that includes the architectural aspects, the structural, mechanical, electrical and plumbing components of a building.
At the crux of the model sits the information that must be centralized and shareable to enable collaboration.
Many digital transformation efforts falter due to lacking centralized data management. Initiatives aimed at propelling companies towards Industry 4.0 risk becoming isolated if the generated data is challenging to share. IoT implementations are more likely to succeed when integrated into a cross-enterprise solution that supports data governance.
To ensure return on investment, manufacturing applications must be integrated into a centralized data management solution. Decision makers don’t need access to sensor data. They need a high-level, 360-degree view of productivity, asset performance and supply chain risks. These insights are provided by the over-arching master data management system.
In the midst of the influx of volatile IoT data, master data represents stable information about your assets, holding real value while IoT data holds potential value. Master data management forms the foundation for successful implementations of IoT technologies, and it enables the accurate interpretation of sensor data.
MDM ensures the necessary transparency in your data foundation, without which Industry 4.0 asset data remains isolated, preventing the realization of maximum return on investment.
Platforms are helpful because they abstract a lot of common functions away from the specific application logic. […] A good platform thus dramatically reduces the cost of developing and maintaining applications.”
Building your smart manufacturing endeavor on clean and insightful master data allows you to implement and scale digital initiatives with greater ease and less friction than otherwise. Managed master data adds context to sensor data:
Facilitating event management from systems storing sensor data sets on assets with predictive maintenance needs.
Enabling automated triggers on ERP data coupled with supplier integrations for better inventory management.
Enabling safety event alerts on assets or locations by relating to the systems collecting the data.
Providing a consolidated view of assets and locations with real-time emission data for ESG analytics.