Executive summary
Ready or not, the future of manufacturing is here
For years, Industry 4.0 innovations have promised manufacturers the world. Operational excellence, supply chain agility, improved flexibility and optimized processes are just a few of the benefits manufacturers have come to expect from smart manufacturing investments.1 In fact, the potential value created by Industry 4.0 for manufacturers and suppliers is expected to reach $3.7 trillion by 2025.2
Despite these projections, manufacturers have been slow to invest. Full order logs and healthy bottom lines masked the need for innovation. This has since changed. With ongoing macroeconomic pressures, geopolitical instability and supply chain disruptions continuing to disrupt markets, manufacturers can no longer rely on price markups or cheaper material sourcing to ensure growth.
Achieving long-term profitability will require a new approach. As manufacturers look to innovative technology to increase operational efficiency, it’s equally important for them to consider the data foundation that underpins those investments. Without a centralized data foundation in place, manufacturers will never achieve the full value that Industry 4.0 promises.
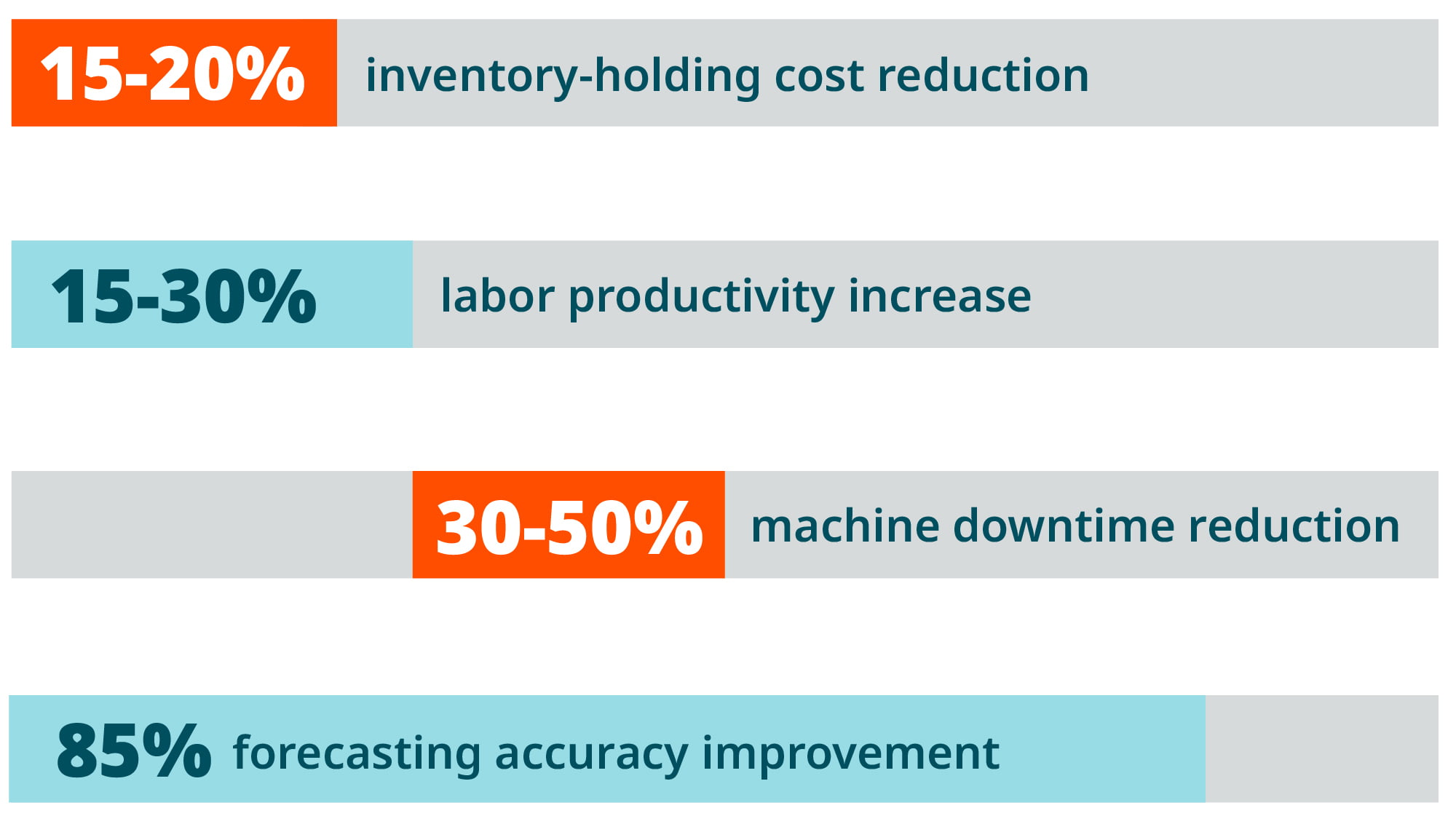
While initiating a digital transformation project can seem daunting, the benefits can be considerable. According to McKinsey & Company3, Industry 4.0 offers significant value potential across multiple areas of the factory network such as:
Whether your company is just getting started or well on the way to operational excellence, you’re likely to be somewhere along this path. Discover the common challenges of each stage and the data best practices to be mindful of throughout your journey.
Just getting started
Avoidance
Assessment & Research
Planning
Testing
On the road to transformation
Implementation
Evaluation
Automation & Skill Development
Security & Scalability
Optimized for success
Adaptability
Ecosystem
ESG
New Ideas